
St Anne’s Academic Review 8 – 2018
Making the Impossible: An Overview of Additive Manufacturing
Harry Orchard, Department of Materials
STAAR 8 – October 2018, pp. 18-28
——————————–
Published: 03 Oct 2018
Review process: Open Peer Review
Draft First Uploaded: 17 Jul 2018. See draft and reviewers’ comments.
Abstract
When one hears the word ‘manufacturing’, they might think of factories with elaborate cutting tools and large machines churning out large numbers of parts each minute. For many years this has been the norm, but recent developments in additive manufacturing (commonly referred to as 3D printing) have led to a revolution in the way parts can be designed and produced across a wide range of industry sectors. For example, in the world of prototyping and product design, it can often be a time and money intensive process to make incremental changes to potential products. With a 3D printer, however, changes can be made easily, cheaply, and often right in the office where the designers work. Other significant users of additive manufacturing technologies are the automotive and aeronautical sectors where intricate parts, once impossible to produce by traditional methods, can lead to significant material-usage and weight reductions. This review looks to provide an overview of the different additive manufacturing technologies, from desktop Fused Deposition Modelling (FDM) printers to large Selective Laser Sintering (SLS) machines that can produce larger and higher resolution metallic parts. Further to this, some of the current uses of these technologies will be highlighted to show the breadth and depth of their potential applications, followed by a brief outlook to how the world of manufacturing might change in the near future.
1. Introduction
When we hear the word ‘manufacturing’ we might think of factories with elaborate cutting tools and large machines churning out hundreds of parts each minute. For many years this has been the norm, but recent developments in Additive Manufacturing (AM), commonly referred to as 3D printing, have led to a revolution in the way parts can be designed and produced. Many industries utilise additive manufacturing including the medical, product prototyping, aeronautical and automotive industries. In particular, additive manufacturing can lead to significant reductions in manufacturing costs and weight reduction for complex parts in modern cars and aircraft.
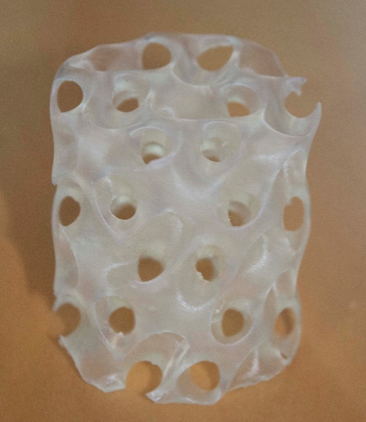
Figure 1: An example of a complicated shape that is easy to produce by 3D printing. Making a similar structure using traditional manufacturing methods would be difficult and time consuming.
As the name suggests, Additive Manufacturing involves adding layers of material sequentially to form the desired part, leading to a few distinct advantages over traditional ‘subtractive’ manufacturing. Firstly, the manufacturing process is relatively simple compared to normal machining and casting. As an example, to make a metallic part by casting there are several steps required, including making a high-resolution pattern, making a mould, preparing the material and finally the making the casting itself. Overall this process can be quite costly and time consuming. With additive manufacturing many of these steps are unnecessary as no patterns or moulds are needed, meaning that production can begin much sooner. Another advantage over normal manufacturing is that producing a complicated part is relatively easy due to the layer-by-layer production process. In fact, the introduction of additive manufacturing means that some geometries that were previously considered impossible are now possible to make. One design element that is particularly troublesome for traditional machining techniques is the production of cavities within an object, as regular machining tools cannot get to the inside of a solid shell, but thanks to AM this is no longer a problem. By building up the part gradually the internal cavities can be made by building the material around the empty space. An example of a complex geometry that can be printed easily is shown in Figure 1. This reduction in production complexity results in a corresponding drop in costs. In traditional manufacturing, the cost of the manufacturing process will scale with the complexity of the part to be machined, whereas with additive manufacturing the cost of producing a very intricate part is not necessarily any more than that for making a much simpler one.
The first 3D manufacturing technology was patented back in 1986 [1] and since then there has been rapid advancement in the capabilities of 3D printers, especially since the turn of the millennium. In recent years, 3D printers have even become available to consumers in the form of desktop machines. Just like in industry, the user can quickly go from designing to printing an object, and there are even online repositories (e.g. Thingiverse [2]) with files that can be downloaded and sent to the printer in a matter of minutes. There are also decentralized 3D printing services, such as 3D Hubs [3], which can get parts printed for you and save you the cost of buying a printer yourself.
Additive Manufacturing encompasses a variety of techniques, based on a variety of technologies, as outlined in Figure 2. These include material extrusion, vat polymerization and powder bed fusion methods. These methods use different materials, and result in parts that are suitable for different applications, depending on things like the resolution, mechanical properties (such as strength and toughness) and surface finish. We will explain the technology behind many of these techniques and we will discuss their advantages, disadvantages and some applications.
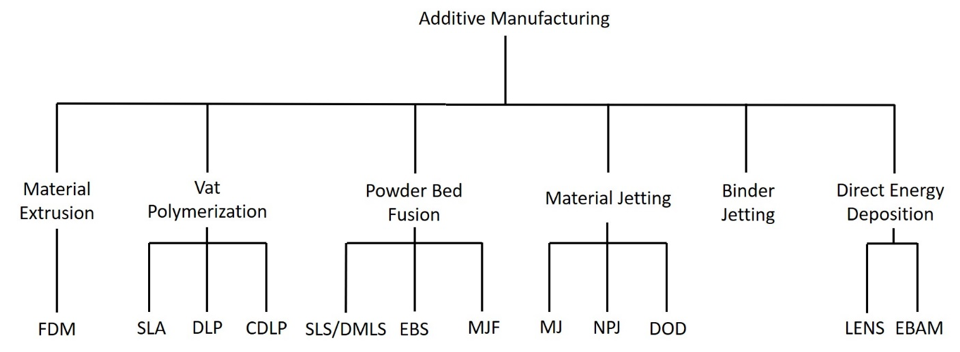
Figure 2: The different additive manufacturing technologies
2. Fused Deposition Modelling
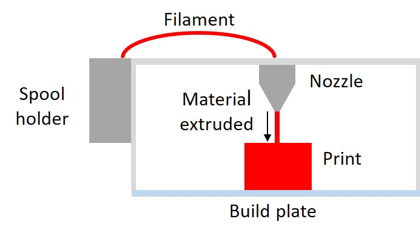
Figure 3: Schematic of a fused deposition modelling (FDM) printer
Fused Deposition Modelling (FDM) is perhaps the most well-known AM method and it is generally what most people have in mind when they refer to 3D printing. The underlying technology is relatively simple compared to the other methods that will be outlined later in this article, but this turns out to be one of its major advantages. The process involves extruding a thermoplastic filament (although the material can sometimes be in the form of pellets) through a heated nozzle, which moves relative to a build plate. As the nozzle moves it deposits a thin line (typically around 0.1-0.2 mm high, 0.4 mm wide, depending on the printer) of molten plastic in precise locations, where it cools and solidifies (see Figure 3). Each successive layer of material undergoes the same process, building up an object. If a design with overhangs is needed, supports can be printed at the same time as the design and are removed by the user once the piece is finished.
Due to the method of feeding in material as a filament, typical materials are polymers with melting temperature of around 280 °C or below, with the common printing materials including polylactic acid (PLA), acrylonitrile butadiene styrene (ABS) and Nylon, although other polymers are available. Some FDM printers are also now capable of temperatures exceeding 300 °C, meaning that materials such as PEEK, which can be used at high temperatures, are also now printable. The desired properties of the printed part will determine the choice of material. For example, if an object needs to be a strong structural part, polycarbonate filament would be a good choice, despite being more expensive than the other materials mentioned. There also some issues with toxic fumes and ultrafine particles given off by some of the melted plastics (e.g. ABS) [4], [5], which may need to be taken into account.
FDM was originally developed by Scott Crump, who later founded the additive manufacturing firm Stratasys, and patented the technology in 1992 [6]. When the patents expired in 2009, it resulted in a large increase in the number of FDM printer manufacturers, with some the big names in the industry currently including Ultimaker [7], Flashforge [8] and Makerbot [9]. This helped to drive the costs of printers down from several thousands of pounds to just a few hundred.
Print times can be a matter of hours and the material costs are generally low (typically from £10-50/kg, depending on the quality of the material, and hence the quality of the final print), making this technology very useful for prototyping designs. The ease of altering digital models to try several different designs is another reason why AM in general is suitable for prototyping. FDM is used widely but, to showcase its versatility, one particularly exciting application is in the construction of tools and other objects in space. The International Space Station’s Additive Manufacturing Facility [10] is currently home to a large FDM printer produced by the company Made In Space Inc. [11]. This printer is not too different to the printers available to consumers and it allows astronauts to build tools, spare parts etc. on board rather than relying on expensive resupply missions. Overall, the simplicity of the FDM technology and low cost of the machines mean that they are a popular option for 3D printing hobbyists and experts alike.
3. Vat Polymerization
Unlike FDM, where polymer material is melted and deposited sequentially, Vat Polymerization methods use light of a specific wavelength (typically ultraviolet) to solidify photopolymers one layer at a time. There are a few different methods that use this principle, namely Stereolithography (SLA) and Direct Light Processing (DLP).
One advantage of these techniques is the speed at which prints can be made: for example, large functional parts of several tens of cm in length can been produced within a day [12]. Another advantage is that they can achieve a much better resolution (i.e. better detail) and surface finish than FDM. One disadvantage, however, is higher printer and material costs. Vat Polymerization methods can be used for prototyping, however, another regular application is in the medical industry. For example, data from MRI scans can be used to create a digital model, and then an anatomically accurate printed model of parts of the human body, such as limbs and the skull. Such models can therefore be useful for study and diagnosis [13]. Custom prosthetics and dental implants can also be made using a similar process. Other applications involve the production of moulds for injection moulding or casting when low numbers of each part need to be made, as this would otherwise be financially unsuitable using normal injection moulding dies [14]. An example of this is moulds for the jewellery industry, where 3D printing is now becoming more common.
3.1 Stereolithography
During Stereolithography (SLA), the print build plate is submerged by approximately 0.1 mm in a bath of liquid photopolymer resin. A laser tuned in the ultraviolet (UV) selectively cures regions in the polymer to form a single layer of the build. Once a layer is finished, the build plate drops further into the polymer bath so that a new layer can be cured. A schematic is shown in Figure 4. Due to the nature of the curing process, SLA is limited to photopolymers, i.e. polymers that solidify or crosslink when exposed to UV light.
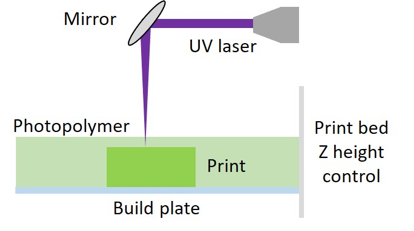
Figure 4: A schematic for a stereolithography (SLA) 3D printer
The term stereolithography was first used by Chuck Hull, who then went on to patent the SLA technology in 1986 [1], several years before FDM was initially patented. In a similar way to Crump and the founding of Stratasys, Hull went on to cofound the company 3D Systems, which at the time was the first 3D printing company of its kind [15]. In the current market situation, printers of this type that can produce parts of the quality and size required for industry typically cost hundreds of thousands of pounds. Fortunately, as the demand for 3D printing technologies increases, it is becoming more economically viable to produce consumer-grade printers using SLA. As an example , there are now smaller versions of SLA machines that are around 100 times cheaper than their fully-sized industrial counterparts, such as the Formlabs Form 2 [16]. For even less money, very compact desktop machines are available for as little as £250 [17].
3.2 Direct Light Processing & Continuous Direct Light Processing
The Direct Light Processing (DLP) technique is similar to SLA but it relies on a light screen instead of a laser to cure all parts of the layer simultaneously. This reduces print times but it has the disadvantage that the print will be made up of small cubes, called voxels, corresponding to the pixels on the screen, which reduces the surface finish.
Another similar technique is Continuous DLP, which has the curing light in constant operation, such that the build plate must be constantly in motion. This further reduces print times compared to DLP and SLA, although there is still an issue with reduced resolution due to the pixels in the light screen.
4. Material Jetting
Material jetting (also known as PolyJet printing [18]) depends on the same type of technology as regular 2D inkjet printing, that is, liquid material is jetted onto the build plate and is cured using UV light or high temperatures (depending on the material used). The technologies available include regular material jetting, which uses photopolymeric resins like those used in SLA, and there are more specialist machines that function with metals or wax.
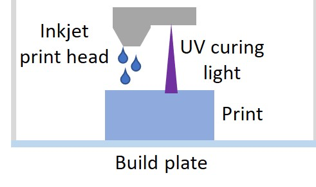
Figure 5: Schematic of a material jetting printer
Objet, who are now a part of Stratsys, were the pioneers of the material jetting technology, where several small nozzles are used to deposit liquid polymeric material onto the build plate, which is cured using a UV lamp (Figure 5). Multiple materials can be used simultaneously and this allows the mixing of polymers to achieve different mechanical properties. This also permits the deposition of separate scaffolding material that can be dissolved away once the print has finished. Due to their good surface finishing and the potential of mixing multiple materials for a variety of mechanical properties, these printers are excellent for prototyping; using this technology a prototype can have the same look and feel in hand as a real product would. These types of printers are therefore regularly found in use by companies such as Oxford Rapid Prototyping [19]. In addition to prototyping, MJ can also be used to produce moulds for injection moulding, like with SLA.
While the visual quality of the parts is often excellent, the thermoplastic polymer resins that are used for this type of printing often have poor mechanical properties such as brittleness. The liquid resins are also expensive at several hundred pounds per kilogram and have short shelf-lives due to their sensitivity to UV, meaning that for many applications this method of producing parts is not cost effective.
4.1 Nanoparticle Jetting and Drop-On-Demand
Nanoparticle jetting, trademarked by the company XJet [20], uses a liquid containing nanoparticles of metal or support material. Once each layer is deposited the liquid is evaporated using high temperatures and it leaves behind the metal or support material. Drop-On-Demand (DOD) printers are used to produce wax parts which are most often used for investment casting purposes. Here the material is again in liquid form and is deposited in a point-like fashion.
5. Powder Bed Fusion
Powder Bed Fusion (PBF) methods use a thermal process to sinter and solidify powders of polymers or metals. Because there is no liquid involved (unlike in Vat Polymerization) the powder must be evenly spread over the build to achieve accurate layers.
5.1 Selective Laser Sintering & Selective Laser Melting
One of the most efficient ways at selectively melting or sintering a powder is using a focussed laser. For this reason, laser sintering and melting are the main PBF methods of producing polymer and metal parts respectively. Selective Laser Sintering (SLS) is the name for processes involving production of polymer parts from powder which is sintered in thin layers at a time. Developed by Carl R. Deckard in the 1980s, with a patent for the technology granted in 1989 [21], this method does not require an additional curing step and so does not require the use of photopolymer material. This results in a larger range of materials that are available to use.
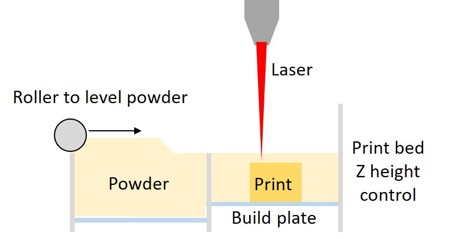
Figure 6: Schematic of a selective laser sintering (SLS) or selective laser melting (SLM) printer
Selective Laser Melting (SLM) (also known as Direct Metal Laser Sintering, or DMLS) is used to produce metallic parts from powder precursors. It involves fully melting the metallic powder which cools to forms a solid object (see Figure 6). The techniques are not limited to single element metals so engineering alloys such as Ti-6-4 and nickel superalloys can also be printed. The major disadvantage of these two processes is the high costs; traditional manufacturing methods may still be more cost effective for simple designs. Regardless of this, there is a wide range of manufacturers producing SLM and DMLS machines including 3D Systems [22], Renishaw [23] and EOS [24].
These two methods play an important role in the manufacture of components for use in the automotive and aerospace [25] industries. Boeing [25] and Bugatti [26] are two such companies, with Boeing introducing 3D printed titanium structural components into some of their new aircraft [25], while Bugatti are the first car company in the world to develop titanium brake calipers via 3D printing [26]. The combination of strong metallic materials and the possibility of producing components that are impossible to produce via standard casting/machining methods means that these high-performance parts can be produced with lower weights and less waste material. Another cutting-edge example in aerospace is the fully 3D printed SuperDraco engine chamber built by SpaceX, which will be used for crew-carrying flights into low orbit [27], [28] . These engine chambers were made using Inconel (a nickel-based alloy) and printed using a DLMS machine produced by EOS [24]. SpaceX have also flown 3D printed parts on their Falcon 9 rockets [27].
5.2 Electron Beam Melting
In a similar process to the other PBF methods, Electron Beam Melting (EBM) employs an electron beam rather than a laser to melt the powder. The electron beam requires less energy than the laser which means that the running costs can be reduced. The process is also faster and the final print has less residual stress due to cooling. However, it generally has a lower resolution and a worse surface finish than SLS and DMLS and is used less frequently as a result.
5.3 Multi Jet Fusion
Multi Jet Fusion (MJF) relies on a combination between SLS and Material Jetting technologies as a method to produce plastic parts. Developed by Hewlett-Packard, these machines deposit a fusing agent on a thin layer of polymer powder, while a detailing agent is applied near to the edges of the design to prevent sintering [29]. A high energy infrared source is used to activate the fusing agent and it causes the powder to solidify only in the presence of the fusing agent.
6. Binder Jetting
As the name suggests, Binder Jetting uses a binder to solidify layers of powder together. The powder, either ceramic, metallic or sand, is spread in a thin layer and the binder is jetted over the desired areas to solidify it (see Figure 7). Once the build is finished, post processing is usually required, and extra chemicals are often added to improve the material’s mechanical properties. Ceramic parts produced by this method have excellent surface finishes, making it a suitable method for producing objects that require very exact dimensions, such as packaging and even sculptures. Metallic parts made using this method can be functional and tend to have lower production costs than those produced with SLM and DMLS. High porosity in samples can lead to poor mechanical properties, but this can be addressed by adequate sintering after printing [30].
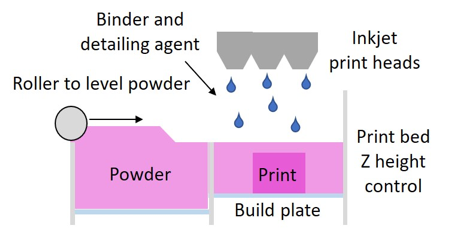
Figure 7: Schematic of a binder jetting printer
One very useful application of Binder Jetting is the production of sand-casting moulds. During the sand-casting process molten metal is poured into a mould made of sand to produce a part. The mould is traditionally created by packing sand around a high-resolution model of the part, which is usually machined, requiring lots of time and resources. Using Binder Jetting, however, the mould can instead be made quickly and cheaply, without the use of a model, and can even have more complicated geometries than can usually be achieved by machined [31].
7. Direct Energy Deposition (DED)
This type of manufacturing process concerns melting a metal powder or wire material as it is being deposited. In particular, these methods are well suited to adding metal to existing parts or performing repairs, so they are not used as often as the other methods mentioned to make parts from scratch. There are two types of DED: LENS and EBAM. Laser Engineered Net Shape (LENS) uses a laser to head the print bed as the material is deposited, whereas Electron Beam Additive Manufacturing (EBAM) uses an electron beam to heat the metal powder or wire, welding it to the rest of the build material. One advantage to these methods is the great extent to which the microstructure of the metal material can be controlled – something which is often more difficult in other methods of metal additive manufacturing, and is greatly important with regards to ensuring good mechanical properties [32].
8. Conclusions
Additive manufacturing has proven to be a significant step forward in manufacturing technologies, allowing product development to be much faster and cheaper in many cases. It also allows entirely new designs that were not achievable by standard methods (machining or casting) to be possible. As we have discussed, there are several different technologies available, each with their own advantages and disadvantages. The most affordable printers available are desktop FDM printers, but these are limited to using a relatively small selection of polymer materials. For more structural applications, metal printers based on SLM technology are available, although at a much higher cost. A common application of many of these AM types is prototyping, due the ease of changing designs and rapid production of the models. However, across the full range of technologies there are uses in aerospace, medicine, and tool and mould production, to name a few.
Currently, 3D printers are still mostly used in industry and academia, but in recent years there have been significant increases in ownership of 3D printers in the maker/enthusiast community. With the price of additive manufacturing technologies dropping all the time, it is possible that a printer could become as common a household item as an iron or kettle. In the future we might not have to go to shops or look to specialists to get replacement parts or custom-made items, we might instead be able to make some from the luxury of our own homes.
References
[1] C. Hull, “Apparatus for Production of Three-Dimensional Objects by Stereolithography,” 4575330, 1986.
[2] “Thingiverse.” [Online]. Available: https://www.thingiverse.com/. [Accessed: 15-Jun-2018].
[3] “3D Hubs.” [Online]. Available: https://www.3dhubs.com/. [Accessed: 09-Jul-2018].
[4] B. Stephens, P. Azimi, Z. El Orch, and T. Ramos, “Ultrafine particle emissions from desktop 3D printers,” Atmos. Environ., vol. 79, pp. 334–339, 2013.
[5] P. Azimi, D. Zhao, C. Pouzet, N. E. Crain, and B. Stephens, “Emissions of Ultrafine Particles and Volatile Organic Compounds from Commercially Available Desktop Three-Dimensional Printers with Multiple Filaments,” Environ. Sci. Technol., vol. 50, no. 3, pp. 1260–1268, 2016.
[6] S. S. Crump, “Apparatus and method for creating three-dimensional objects,” US 005121329A, 1992.
[7] “Ultimaker.” [Online]. Available: https://ultimaker.com/. [Accessed: 15-Jun-2018].
[8] “Flashforge.” [Online]. Available: https://www.flashforge-eu.com/. [Accessed: 15-Jun-2018].
[9] “Makerbot.” [Online]. Available: https://www.makerbot.com/. [Accessed: 15-Jun-2018].
[10] “NASA AMF.” [Online]. Available: https://www.nasa.gov/mission_pages/station/research/experiments/2198.html#results. [Accessed: 15-Jun-2018].
[11] “Made In Space Inc.” [Online]. Available: http://madeinspace.us/projects/amf/. [Accessed: 15-Jun-2018].
[12] C. Hull, “On Stereolithography,” Virtual Phys. Prototyp., vol. 7, no. 3, p. 177, Sep. 2012.
[13] E. Klimek, L; Klein, HM; Schneider, W; Mosges, R; Schmelzer, B; Voy, “Stereolithographic modelling for reconstructive head surgery,” Acta Oto-Rhino-Laryngologica Belgica., vol. 47, no. 3, pp. 329–34, 1993.
[14] “Formlabs – SLA Injection Moulding.” [Online]. Available: https://formlabs.com/blog/3d-printing-for-injection-molding/. [Accessed: 20-Jun-2018].
[15] “3D Systems – Our Story.” [Online]. Available: https://www.3dsystems.com/our-story. [Accessed: 17-Jun-2018].
[16] “Formlabs – Form 2.” [Online]. Available: https://formlabs.com/3d-printers/form-2/. [Accessed: 17-Jun-2018].
[17] “SparkMaker.” [Online]. Available: https://www.sparkmaker3d.com/. [Accessed: 09-Jul-2018].
[18] “Stratasys – Polyjet.” [Online]. Available: http://www.stratasys.com/polyjet-technology. [Accessed: 19-Jun-2018].
[19] “Oxford Rapid Prototyping.” [Online]. Available: http://www.oxfordrapidprototyping.uk.com/about-our-capabilities/. [Accessed: 22-Apr-2018].
[20] “XJet.” [Online]. Available: https://xjet3d.com/technology/. [Accessed: 19-Jun-2018].
[21] C. R. Deckard, “Method and Apparatus for Producing Parts by Selective Sintering,” 4,863,538, 1989.
[22] “3D Systems – Metal 3D Printing.” [Online]. Available: https://uk.3dsystems.com/3d-printers#metal-printers. [Accessed: 19-Jun-2018].
[23] “Renishaw – Metal AM Systems.” [Online]. Available: http://www.renishaw.com/en/metal-additive-manufacturing-3d-printing-systems–37011. [Accessed: 19-Jun-2018].
[24] “EOS – Metal AM Systems.” [Online]. Available: https://www.eos.info/systems_solutions/metal/systems_equipment. [Accessed: 19-Jun-2018].
[25] Additive Manufacturing, “Norsk Titanium to Deliver the World’s First FAA-Approved, 3D-Printed, Structural Titanium Components to Boeing.” [Online]. Available: http://additivemanufacturing.com/2017/04/10/norsk-titanium-to-deliver-the-worlds-first-faa-approved-3d-printed-structural-titanium-components-to-boeing/. [Accessed: 22-Apr-2018].
[26] Bugatti, “WORLD PREMIERE: BRAKE CALIPER FROM 3-D PRINTER.” [Online]. Available: https://www.bugatti.com/media/news/2018/world-premiere-brake-caliper-from-3-d-printer/. [Accessed: 22-Apr-2018].
[27] “SPACEX LAUNCHES 3D-PRINTED PART TO SPACE, CREATES PRINTED ENGINE CHAMBER.” [Online]. Available: http://www.spacex.com/news/2014/07/31/spacex-launches-3d-printed-part-space-creates-printed-engine-chamber-crewed. [Accessed: 20-Jun-2018].
[28] E. Musk, “(@elonmusk): SpaceX SuperDraco inconel rocket chamber w regen cooling jacket emerges from EOS 3D metal printer.” Tweet.
[29] “HP – 3D Printing.” [Online]. Available: http://www8.hp.com/uk/en/printers/3d-printers.html. [Accessed: 19-Jun-2018].
[30] A. Mostafaei, E. T. Hughes, C. Hilla, E. L. Stevens, and M. Chmielus, “Data on the densification during sintering of binder jet printed samples made from water- and gas-atomized alloy 625 powders,” Data Br., vol. 10, pp. 116–121, 2017.
[31] “ExOne – Casting.” [Online]. Available: https://www.exone.com/Industries-Applications/Applications/Castings. [Accessed: 18-Jun-2018].
[32] T. Debroy et al., “Progress in Materials Science Additive manufacturing of metallic components – Process , structure and properties,” Prog. Mater. Sci., vol. 92, pp. 112–224, 2018.

Making the Impossible: An Overview of Additive Manufacturing by Harry Orchard is licensed under a Creative Commons Attribution 4.0 International License.
<< Back to Contents
<< Back to Publications
St Anne's Academic Review (STAAR) A Publication by St Anne's College Middle Common Room ISSN 2048-2566 (Online) ISSN 2515-6527 (Print)